流延膜生产线,多层共挤流延膜生产线,金韦尔机械
第一枪帮您来“拼单”,更多低价等你来!流延膜生产线,多层共挤流延膜生产线,金韦尔机械

- 名称苏州金韦尔机械有限公司 【公司网站】
- 所在地中国
- 联系人 崇庆彪
-
价格
面议
点此议价
- 采购量 1
- 发布日期 2019-11-05 17:34 至 长期有效
流延膜生产线,多层共挤流延膜生产线,金韦尔机械产品详情
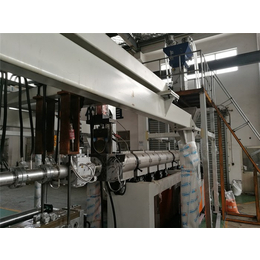
CPP流延膜机组
****的整线结构,确保流延薄膜的高速稳定生产。
****的螺杆设计,保证物料充分塑化押出稳定。
模头有限宽度可达5000mm,自动/手动调节模唇、多流道共挤复合流延,多层共挤复合分配器,适合多种成分材料的共挤复合押出。
精密合理流延辊的设计,保证****精密的辊面温度。

随着国产设备的不断成熟,进入流延薄膜生产的门槛也随之降低。据有关部门统计,2004年我国流延薄膜市场需求增加到约27万吨。在市场需求的刺激下,去年流延薄膜的全国产量同比增长18%。目前全行业光引进的流延薄膜生产线就已超过60台套,总生产能力达到20万吨以上,预计2005年仍将保持这一强劲的增长态势。但同时,业内人士预测,随着我国流延薄膜新建和在建项目的纷纷投产,2005年流延薄膜的产能的大幅****,新一轮的价格战将迅速拉开阵势。如果这一预测成真,那么,走自主*之路,合理选择设备,开发差异化、*化产品将是流延薄膜企业避免市场*竞争的办法。
据统计,从国外引进一条5层共挤设备约需资金5800万元,总****在8000万元左右。若没有市场作支撑,或市场发生变化,势必造成巨大的****损失。而目前同吨位国产设备的生产线的****只有进口线的1/8左右,而且技术指标、功能与进口设备相差不远,在性价比方面的优势已得到国外同行的认同。因此国内企业不能盲目*国外的大型设备,只有投入产出比相宜,在尽可能短期内能够得到良好的****回报率,这才是****明智的****。


CPP 流延膜生产工艺的要点:
T 型机头是生产关键设备之一,机头设计应使物料沿整个机唇宽度均匀地流出,机头内部流
道内无滞留死角,并且使物料模具有均匀的温度,需考虑包括物料流变行为在内的多方面因
素。要采用精密加工机头,常用的是渐减歧管衣架式机头。冷却辊的表面应经过精加工,表
面粗糙度不大于0.15mm,转速应稳定,动力平衡性能应良好,以免产生纵向的厚度波动。采
用β射线或红外测厚仪对薄膜厚度进行监测,以达到满意的厚薄公差。要生产合格的流延薄
膜,不仅要在原料上调节工艺,而且要掌握好加工工艺条件。
对薄膜性能影响大的是温度。树脂温度升高,膜的纵向(MD)拉伸强度*,透明度增高,
雾度逐渐下降,但膜的横向( TD)拉伸强度下降。比较适宜的温度为230~250℃。冷却辊上
风刀使薄膜与冷却辊表面形成一层薄薄的空气层,使薄膜均匀冷却,从而保持高速生产。风
刀的调节必须适当,风量过大或角度不当都可能使膜的厚度不稳定或不贴辊,造成折皱或出
现花纹影响外观质量。冷却辊温度升高,膜的挺度增加,雾度*。