EU折叠周转箱、EU折叠周转箱、迅盛塑胶电器有限公司(多图)
第一枪帮您来“拼单”,更多低价等你来!EU折叠周转箱、EU折叠周转箱、迅盛塑胶电器有限公司(多图)

- 名称苏州迅盛塑胶电器有限公司 【公司网站】
- 所在地中国
- 联系人 邹定德
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2017-02-20 21:01 至 长期有效
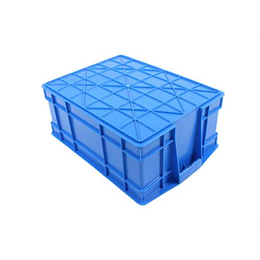
EU折叠周转箱、EU折叠周转箱、迅盛塑胶电器有限公司(多图)产品详情
影响塑料周转箱的价格因素有哪些:
第,一:从塑料周转箱的材质来看,一般常用聚乙烯(HDPE)和聚*(PP),再生材料分为:*再生料,二级再生料,这就不用多说,这两种再生材料价格各有差异,在不同时期的价格也会相差比较大,比如国际石油价格产生变化等等。
第二:从塑料周转箱的原料来看,可以分为全新料和再生料,全新料在机能方面要高于再生料,价格也很明显的比普通料贵一些,有一些小规模的厂家为了降低成本,赚取更高的利润,他们会不停的添加再生料,甚至全部使用再生料,这样就造成塑料周转箱的质量一般,看上去样子一样,但是价格很低,很多人会选择这样的,但质量存在严重的问题,大家都知道,周转箱必须能够耐压、耐摔,但是这类周转箱就不一定了,使用寿命非常短暂。
第三:从再生料的比例来看,再生料塑料周转箱顾名思义就是添加一定比例的再生料一次性注塑成型的塑料周转箱,很明显,再生料比重越多,成本就越低,价格也就越低。
第四:从塑料周转箱的重量来看,这个很明显,越重说明用的原料越多,那么价格也自然越高。
第五,从塑料周转箱的颜色来看,有些卖家忽悠用户说颜色越深质量越好,其实不然,只是添加相应的色母料即可(常见的蓝色、玄色、绿色、红色等)
第六:从塑料周转箱的结构来*同的重量,不同结构的塑料周转箱,有的系一次注塑成型的,无需后续加工,有的塑料周转箱是需经由焊接加工等多道工艺后成型,成本当然就更*格也自然不低。

塑料周转箱现在已成为广大厂家仓储物流的好帮手,那么对塑料周转箱生产厂家所遇到的一些问题,又知道多少。下面迅盛塑胶来和大家介绍一下塑料周转箱成型后收缩导致的尺寸变小问题。主要有以下几点原因:
1、从生产工艺方面看:增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固。
2、从注塑模具方面看:多浇口模具要调整各浇口的充模速度,****,好对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
3、从注塑设备方面看:供料不足,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
4、从原料本身看:原料太软易发生凹陷,有效的方法是在塑料周转箱注塑过程中加入成核剂以加快结晶。

迅盛塑胶和大家分享塑料周转箱的制作方法与流程。
1.热挤冷压成型:
制作塑料周转箱的原料主要有高密度聚乙烯、共聚聚*和聚*等塑料材料。塑料周转箱采用热挤冷压法进行生产,设备****少、能耗低、结构简单、技术要求低,但生产效率低、制品表面粗糙、机械性能较差,实际生产中使用较少。
其工艺流程如下:树脂配料——》染色——》熔融挤出——》储料缸保温——》压铸——》整理。
2.注射成型:
塑料周转箱和塑料托盘一样除了热挤冷压成型,****常采用注塑成型工艺进行生产,注塑成型也叫注射模塑或注塑,其原理与注射针筒原理和操作方法相似,所以也有人称这种工艺为注射成型。注射成型适用于各种热塑性塑料和部分热固性塑料的成型加工。将粉状或粒状塑料从注射机的料斗送入料筒进行加热,使塑料熔化,达到流动状态并有良好的塑性,然后在柱塞(或螺杆)的推动下通过料筒前端的喷嘴注入温度较低的模腔内,经冷却定型后打开模具,即可得到塑料制品。
其工艺过程如下:加料——》加热塑化——》注射——》定型——》脱模。
目前用得****多的注塑机是卧式移动螺杆式注塑机。注塑成型设备****较大、模具结构复杂、加工成本高,适合大规模生