阳泉木塑发泡板配方
第一枪帮您来“拼单”,更多低价等你来!阳泉木塑发泡板配方
- 名称青岛佳百特新材料科技有限公司 【公司网站】
- 所在地中国
- 联系人 徐呈山
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-04-04 18:43 至 长期有效
阳泉木塑发泡板配方产品详情





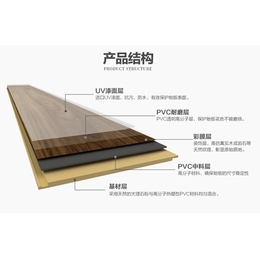
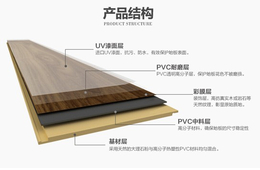
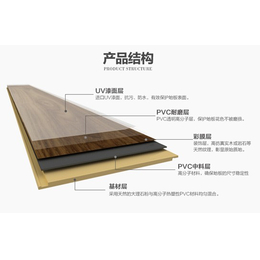
PVC发泡板常见问题
(1)稳定性问题:稳定性不足,会影响整个板面,板面发黄,板材脆弱。
(2)熔体强度问题:熔体强度不足会导致发泡片泡孔大,纵切面泡很长。
导致熔体强度不够的原因有:
1、发泡剂过量;
2、发泡调节剂用量不够或者质量不佳,调节剂往往塑化快熔体强度大的好用,如佳百特原料P-503;
3、润滑偏多;
4、挤出机温度偏高过塑化。
(3)润滑问题:润滑剂分为外润滑剂和内润滑剂,外滑有利于脱模,对板材表面的光洁性有好处,外滑太少,挤出机5区温度不易控制,易升温,这会导致合流芯温度高,板材中间出大泡、串泡、发黄等问题,板材表面也不光滑 ;外滑多,析出会变得严重。发泡板中外润滑一般会选用*PE蜡。
内滑有利于塑化和熔体的流动性,内滑不足板面难以控制厚度,表现为板材中间厚两边薄;内滑多,易出现合流芯温度高的现象。发泡板一般选用内润滑剂G-60和高密度氧化聚乙烯蜡。

发泡剂的使用方法
一、性能
1、AC发泡剂(黄发泡剂)发气量220左右,分解温度为180℃-210℃
左右;与铅盐接触会使分解温度直线下降,例如在静态下,1Kg的AC发泡剂,加入10克铅盐,分解温度从210℃直接下降到147℃左右。
2、NC白发泡剂,也叫碱(俗称苏打),木塑发泡板配方,它的发气量和分解温度都要比黄发泡剂低得多,发气量大约在110左右,分解温度在130-150℃左右。
二、应用
1、在生产PVC发泡板时,如果只用一种黄发泡剂,做厚板时容易出现*壁和泡孔,原因是由于分解温度高,在料筒前期挥发少,在后期出模具时瞬间爆发,所以导致容易开裂。
1、在生产PVC发泡板时,如果只用一种NC白发泡剂的话,由于分解温度低、发气量少,提前分解,出模具时正大量挥发,所以做密度低的板做不下来;如果把发泡剂量加得太多,前期挥发更多的气量,给料筒里面料的流动造成障碍,也许导致塑化过好,所以出来的板颜色容易发黄。
2、调和解决方法:加工NC白发泡剂时,就考虑到延迟时间,所以会用润滑剂把发泡剂经过混料机混合,进行包覆,增加流动性等,来****分解时间。
3、根据生产不同密度,将AC和NC发泡剂的比例进行合理配比,来达到平衡。但两种加起来总量太多,也会导致料筒里面提前产生大量气体,从而影响到流动性。由于做发泡板需要流动速度快来冲击模口,又需要有足够的发气量来满足,所以发泡剂用量太少和太多,都会影响密度达不到目的的原因。


PVC发泡板整体表面不光滑
原因:模具的整体温度过高或挤出机主机真空泵工作不正常,
调法:把模具的温度整体降低几度或清理挤出机真空泵。
密度太大,发泡不好
首先看润滑是否平衡,润滑偏多,造成熔体强度下降,泡孔变大,密度就会*。
再次可适当降低发泡剂用量或者增加调节剂用量看看是否有效果,根据反馈出的情况进行调整。

阳泉木塑发泡板配方由青岛佳百特新材料科技有限公司提供。阳泉木塑发泡板配方是青岛佳百特新材料科技有限公司(www.jabetter*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:徐呈山。