领诚(查看)-泉州凸轮轴淬火设备的用途
第一枪帮您来“拼单”,更多低价等你来!领诚(查看)-泉州凸轮轴淬火设备的用途

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-07-06 01:29 至 长期有效
领诚(查看)-泉州凸轮轴淬火设备的用途产品详情







钢齿圈的感应淬火
钢齿圈的表面感应淬火后技术要求为:表面硬度55HRC~60HRC,淬硬层深为1.1mm~10.8mm(齿顶为10.8mm,齿根为1.1mm)。
齿圈感应加热参数的选择现有的加热方式是采用中频电源,沿齿廓整体旋转加热达到淬火温度后,喷冷却介质,要达到齿顶、齿根均匀的硬化层分布,使齿圈得到接近仿形淬火效果,选择合适的加热功率、加热时间、预冷时间非常重要。根据齿圈同时加热淬火的面积、硬化层深度、比功率及加热时间之间的关系,确定齿圈的加热参数。
感应加热参数对齿圈淬火的影响齿圈感应加热的频率选择是比较复杂的,要选择的电流频率,使齿顶和齿根被均匀地加热有一定的困难,特别是模数m,齿数z及齿宽b等参数的变化都影响频率的选择。

1、淬硬层分布不匀,凸轮轴淬火设备的用途,一侧硬度高、硬层深,另一侧硬度低、硬层浅。这是因为沿齿沟感应淬火与圆环感应器回转感应淬火相比,位置敏感度很高,需要设计制造*装置,以保证齿侧与感应器的间隙高度对称分布。若不对称,还可能造成间隙小的一侧发生感应器与零件短路打弧,使感应器早期损坏。
2、已淬硬齿侧退火。原因是辅助冷却装置调整不到位或冷却液量不足。
3、感应器鼻尖部分铜管过热。在采用非埋入式沿齿沟扫描淬火工艺时,因感应器与零件间的间隙相对较小,受加热面的热辐射,以及鼻部铜管有限尺寸的约束,铜管*易过热烧坏,使感应器损坏。因此,感应器要保证有足够流量和压力的冷却介质通过。
4、感应处理过程中齿圈的形状、位置变化。沿齿沟扫描淬火时,处理齿会胀出0.1~0.3mm。形变、热膨胀、感应器调整不当会造成零件与感应器相碰而损坏。因此,在决定感应器与齿侧间隙时要考虑热膨胀因素,并采用适当的限位装置来保证间隙。
5、感应器导磁体性能退化。导磁体工作条件恶劣,处于高密磁场、高电流环境下,*易过热损坏,同时淬火介质、锈蚀都会使其性能退化。因此,要做好感应器的日常维护和*。

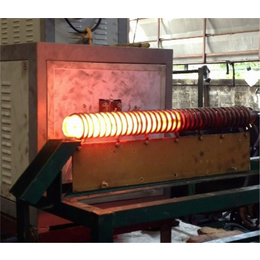
凸轮轴采用淬火设备进行淬火热处理,其感应器是怎么样的呢?
凸轮感应器有圆环形与仿形两种。发动机凸轮感应器大都采用圆环形有效圈。为防止相邻凸轮或轴颈受到磁场影响而回火,因此,需要在有效圈上跨上导磁体束,既提高感应器的效率,又防止磁力线散射。早期的凸轮感应器在有效圈两端装上导磁体板与短路环,同样具有屏蔽效果,但损耗较大,现在已经被淘汰。
凸轮感应器有时采用双孔串联,主要是为了利用变频电源的功率,一般凸轮轴的轴颈数量少(如3个),而加热表面积大,凸轮则数量多(如8个)而加热面积小。因此,当采用双工位凸轮轴淬火机时,双孔凸轮感应器与单孔轴颈感应器交替工作,能得到恰当的匹配。
凸轮轴轴颈感应器一般为一次加热带喷液结构,特殊尺寸的轴颈也有采用扫描淬火的。制动凸轮感应器,由于工件要求的淬硬部位为两个圆弧面,现代制动凸轮感应器大都设计成仿形结构。为避免凸轮尖部温度过高,有些感应器设计时,针对桃尖部装有针形阀结构,凸轮加热时,针阀小孔喷出微小的淬火冷却介质,进行温度调整。
凸轮轴采用淬火设备进行淬火热处理,其热处理工艺主要是通过感应器实施的。因此,了解凸轮轴的淬火感应器具有非常重要的现实意义。

泉州凸轮轴淬火设备的用途-领诚电子(推荐商家)由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司(www.lingchengdz*)是河南 郑州 ,电热设备的企业,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在领诚电子*携全体员工热情欢迎各界人士垂询洽谈,共诚电子更加美好的未来。同时本公司(www.lcgyjr*)还是从事开式冷却塔,闭式冷却塔,双循环冷却塔的厂家,欢迎来电咨询。