塑料管热熔对接焊机定制-济南一点通咨询服务
第一枪帮您来“拼单”,更多低价等你来!塑料管热熔对接焊机定制-济南一点通咨询服务

- 名称济南一点通机械设备有限公司 【公司网站】
- 所在地中国
- 联系人 方经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-12-27 17:46 至 长期有效
塑料管热熔对接焊机定制-济南一点通咨询服务产品详情





塑胶热熔焊接机焊接姿势:(1):校准状态:机器设备处在工作中终止状态或是一个工作中循环系统启始状态,全部工作中循环系统处在全自动状态时,将所需焊件手工制作置放于上、上模中(模内置塑料件夹持真空吸盘设备);(2):热板进位状态:起动按键按住,热板在汽缸促进下拖动至加温位,上、下冷模在2只汽缸的促进下另外至热融部位,促使上、下胶件焊接面与热板相触碰,对要焊接得塑料件焊接面开展热熔融;(3):塑料件热融状态:在事先设定好的溶接時间内将上、下胶件充足熔溶而不可以炭化;(4):溶接時间到,上、下塑料件在左右模另外离去热板一定间距安全性后,接着热板撤出至让位;(5):上、下塑料件在左右汽缸*下合模,在事先设定的干固時间内,促使两胶件溶接为一体,上真空吸盘释放出来焊接结束的塑料件顶盖,左右模版校准到(1)状态,下真空吸盘释放出来,手工制作取下焊接好的胶件,设备处在下一个循环系统焊接的关机状态。 

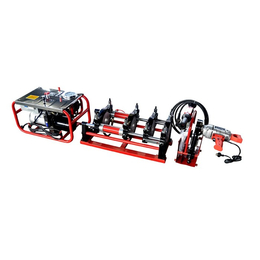
热熔焊机操作步骤:1、连接0.6Mpa气源,顺时针方向转动调压器,使压力表指示为0.3-0.4Mpa,此时上模座将缓缓上升至起始位置,然后继续增至0.6Mpa。2、连接电源,打开电控箱内的空气开关,参照电器部分操作说明进行操作。3、为了操作安全,以防止静电积累而产生漏电现象,机器安装后机架要可靠接地。4、模具的安装及调试。(1)热模组的安装或条换(大多情况出厂时已试过模,热模组以安装在机内,改条内容供调换热模组时参考)a、热模板座退至后面的起始位置。b、将已安装在热模固定板上的热模组,包括上、下热模及上、下铝模移至下模座上,青岛塑料管热熔对接焊机,观察上升时会不会上碰,手动操作画面3下模上触摸键,至超过热模座的高度为止,塑料管热熔对接焊机生产厂家,再操作热板进触摸键,进至热模板座下,对齐安装螺孔并上螺钉。c、再操作上模降触摸键,使上模座下降与上铝模接触,对齐安装螺钉。d、把下铝模(即下模治具)也安装在下模座上,塑料管热熔对接焊机型号,要求模具上下两组导杆与导套对准无卡塞e、三模锁紧后先使上铝模升至顶部,下铝模下降至底部,再将热模退回后面,便完成换模工作。(2)检视模具安装是否正确:a、将气压调低至0.3Mpa左右。b、手动热板进触摸键、下模升触摸键、上模降触摸键、使三模导套与导杆对准无卡阻。c、手动上模升触摸键、下模降触摸键、热板退触摸键,回复至起始位置。d、将气压调至0.6Mpa。
热熔对接焊机 界面净作用力控制 热熔焊机厂家
聚乙烯管道热熔对接,施加在管端的界面净作用力(单位为MPa,塑料管热熔对接焊机定制,聚乙烯管道领域用语)是影响焊接质量的关键。界面净作用力过高,则被加热的PE管材端部熔融物料被挤出,容易造成假焊现象;界面净作用力过低,则被加热的PE管材端部熔融物料不能充分地融合在一起,焊接质量也不能得到保障。界面净作用力的大小理论上应与规定焊接压力一致,但是实际上全自动热熔焊机总焊接压力是克服机架滑动摩擦力的拖动压力与作用于被加热管端的界面净作用力之和,而液压系统为克服机架与导轨之间的摩擦力,推动机架沿导轨方向水平滑动的拖动压力随被焊管材的规格、长度的不同而变化。热熔对接焊机应具有拖动压力补偿功能,且施加在管材端部的界面净作用力应在规定焊接压力的±20%相对误差范围内。


塑料管热熔对接焊机定制-济南一点通咨询服务由济南一点通机械设备有限公司提供。济南一点通机械设备有限公司位于济南市天桥区王炉工业园2号。在市场经济的浪潮中拼博和发展,目前济南一点通在其它中享有良好的声誉。济南一点通取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。济南一点通全体员工愿与各界有识之士共同发展,共创美好未来。